


Все продукты
-
Инжекционный метод литья точности
-
Горячий инжекционный метод литья бегуна
-
Холодный инжекционный метод литья бегуна
-
Одиночная прессформа впрыски полости
-
Инжекционный метод литья вставки
-
Инжекционный метод литья ABS
-
Инжекционный метод литья полипропилена
-
Multi прессформа впрыски полости
-
Двойной инжекционный метод литья
-
Металл штемпелюя прессформы
Контактное лицо :
Mr. Du
Номер телефона :
+86 13302792226
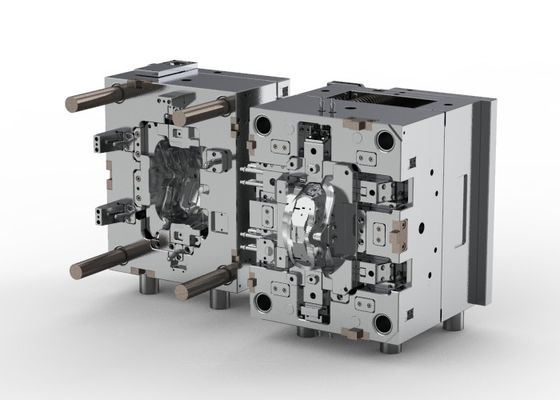
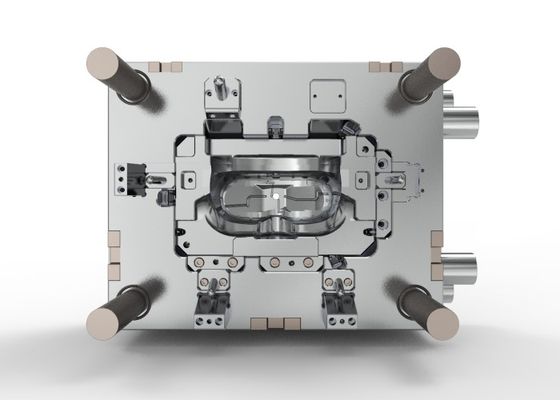
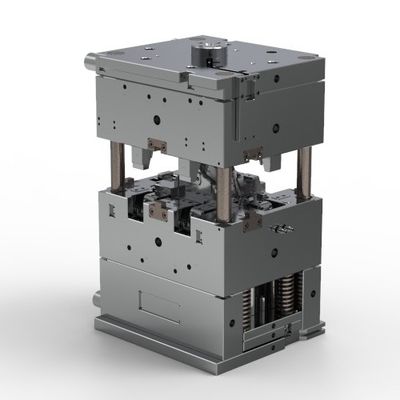
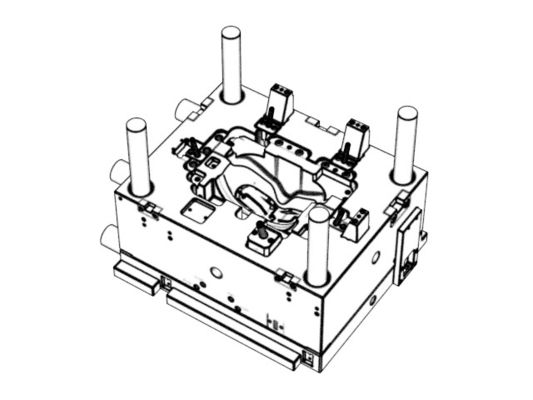
OEM / ODM: настраиваемые формы для прецизионной обработки / прозрачная AR средняя рама (1 * 1) No.25183









| Место происхождения | Вьетнам |
|---|---|
| Фирменное наименование | Chitwing |
| Сертификация | ISO 9001:2015 |
| Номер модели | Продукты VR |
| Количество мин заказа | 1SET |
| Цена | Negotiable |
| Упаковывая детали | Прессформа упакована с деревянной коробкой и помещена на деревянном паллете. |
| Время доставки | 30 ое-дневн (s) |
| Условия оплаты | L/C, T/T |
| Поставка способности | 180 комплектов/месяц |

Свяжитесь я бесплатно образцы и талоны.
whatsapp:0086 18588475571
Wechat: 0086 18588475571
Skype: sales10@aixton.com
Если вы имеете любую заботу, то мы предусматриваем 24-часовую интерактивную справку.
xПодробная информация о продукте
| Размер | 450 х 656 х 500 | IMM Тонаж | 350T |
|---|---|---|---|
| Вес прессформы | 952 кг | Изготовленное на заказ основание прессформы P/N | GCI4050.A = 180 B = 200 C = 180 |
| Тип ворот | Бортовые ворота | Скольжение | 6 |
| Lifter | 6 | Система впрыскивания | Горячий бегун |
| Материалы | АБС + ПК формовки | Тип плесени | изготовленная на заказ прессформа |
| Высокий свет | Инжекционный метод литья 3 ABS плиты,Инжекционный метод литья ABS LKM,прессформа впрыски горячего бегуна 350T пластиковая |
||
Характер продукции
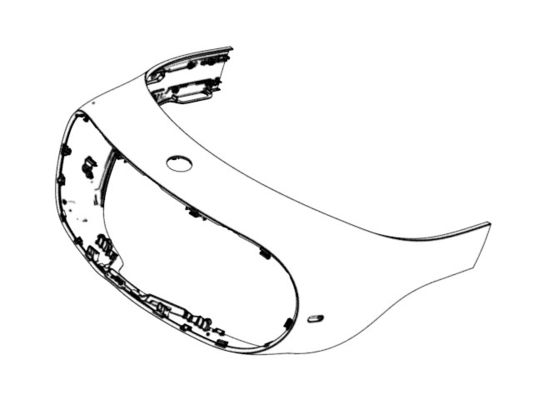
Прозрачный
Средний каркас AR (1*1)
Нет, нет, нет.25183
| Стандартный LKM | Длина | |
| 450 | ||
|
База формы на заказ П/Н: GCI4050.A = 180 B = 200 C = 180 |
Ширина | |
| 656 | ||
| Высота | ||
| 500 | ||
| Ворота | Тип | Чистая масса |
| Боковые ворота | Трехслойная плесень | 952 кг |
☆ МПП: 350 т.
![]()
|
|
|||||||||||||
|
|
||||||||||||||||||||||||
![]()
![]()
| Форма спроектирована с пользовательской основой формы и горячим бегом в соответствии с характеристиками PC + ABS, без потери материала; текстура поверхности: YS20020, высокий глянцевый, равномерная толщина стенки,устойчивое давление формы; формованные детали имеют равномерную толщину, гладкую поверхность без отметки потока и газа, с четкими деталями | |||||
Диаграмма отображения
![]()
![]()
![]()
![]()
Порекомендованные продукты