


Все продукты
-
Инжекционный метод литья точности
-
Горячий инжекционный метод литья бегуна
-
Холодный инжекционный метод литья бегуна
-
Одиночная прессформа впрыски полости
-
Инжекционный метод литья вставки
-
Инжекционный метод литья ABS
-
Инжекционный метод литья полипропилена
-
Multi прессформа впрыски полости
-
Двойной инжекционный метод литья
-
Металл штемпелюя прессформы
Контактное лицо :
Mr. Du
Номер телефона :
+86 13302792226
OEM / ODM: Прозрачный терминал для наушников (1*8) No.23570-D





| Место происхождения | КНР |
|---|---|
| Фирменное наименование | Chitwing |
| Сертификация | ISO 9001:2015 |
| Номер модели | Наушник |
| Количество мин заказа | 1 комплект |
| Цена | Negotiable |
| Упаковывая детали | Прессформа упакована с деревянной коробкой и помещена на деревянном паллете. |
| Время доставки | 30 ое-дневн (s) |
| Условия оплаты | L/C, T/T |
| Поставка способности | 200 комплектов в месяц |

Свяжитесь я бесплатно образцы и талоны.
whatsapp:0086 18588475571
Wechat: 0086 18588475571
Skype: sales10@aixton.com
Если вы имеете любую заботу, то мы предусматриваем 24-часовую интерактивную справку.
xПодробная информация о продукте
| IMM Тонаж | 60 (t) | Вес прессформы | 27,54 (kg) |
|---|---|---|---|
| Ворота | Под ворота | Тип | 2-плиты отливают в форму |
| Скольжение | 2 | Полость/ядр | Затвердейте с 1*8/S136 |
| Размер части | 6,21 x 5,61 x 2.91mm | Масса части | 0.03g |
| Высокий свет | Прозрачный терминал для наушников,ODM Прозрачный терминал для наушников,Формирование впрыском ушного терминала |
||
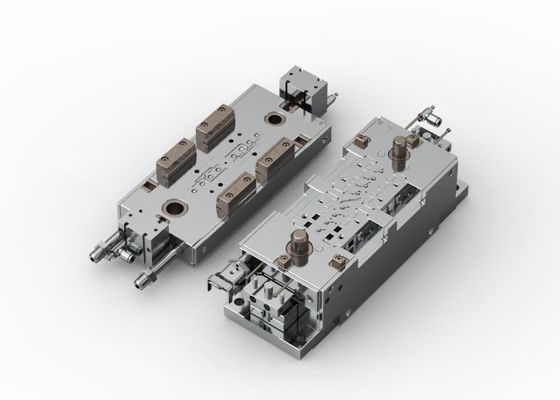
Характер продукции
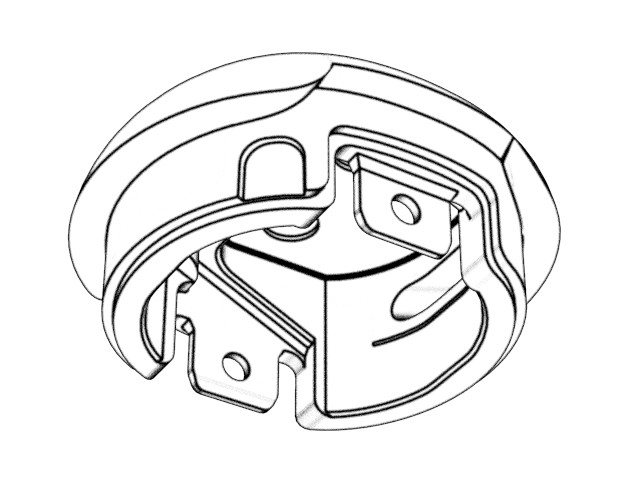
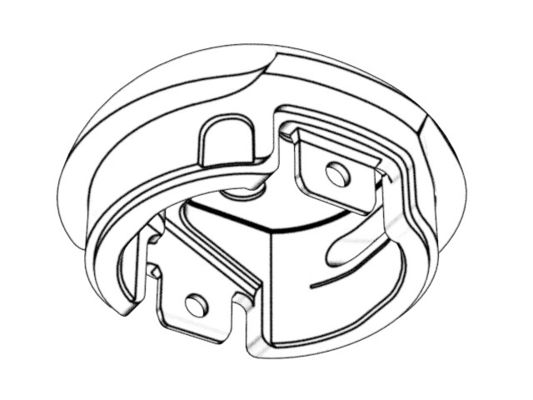
Прозрачный терминал для наушников (1*8)
No23570-D
Размеры плесени: 110x330x125 мм
Стандарт: LKM
Тип плесени: Двухслойная плесеница
Количество слайдов: 2
Чистая масса формы: 27,54 кг
МПМ: 60 т.
![]()
|
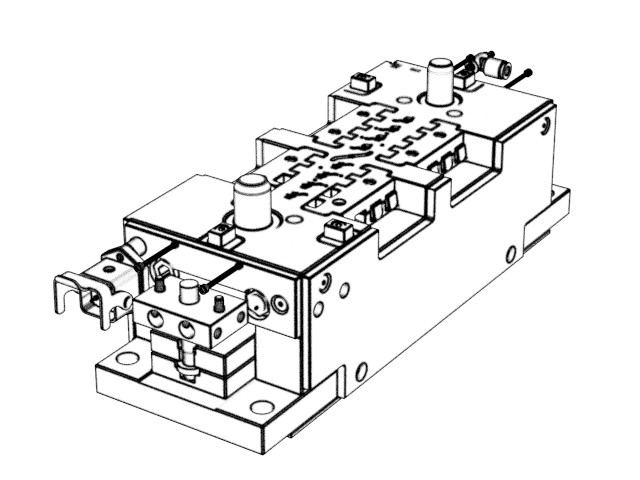
Двухпластовая форма оснащена системой холодного бега, что снижает затраты на труд и время на ранних этапах исследований и разработок и проектирования. |
![]()
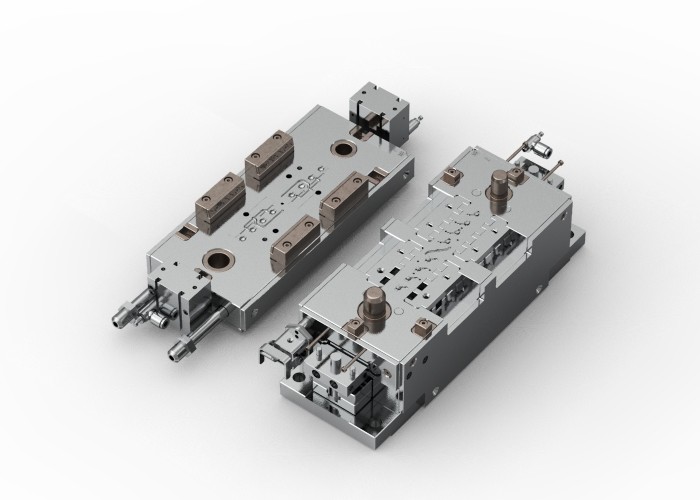
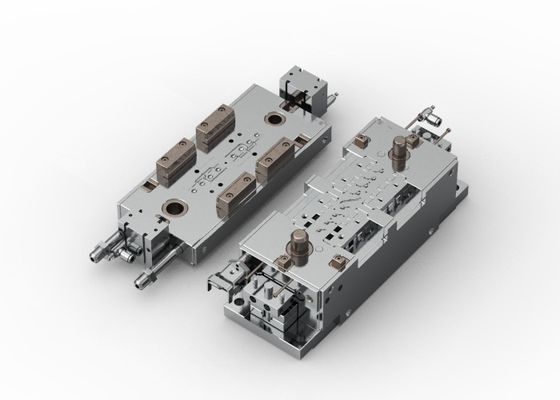
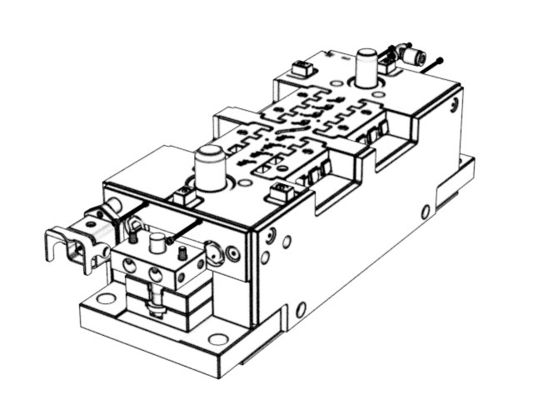
Ворота: подворот
Материал части: ПА
Материал полости/ядра: отвержденный 1*8/S136
![]()
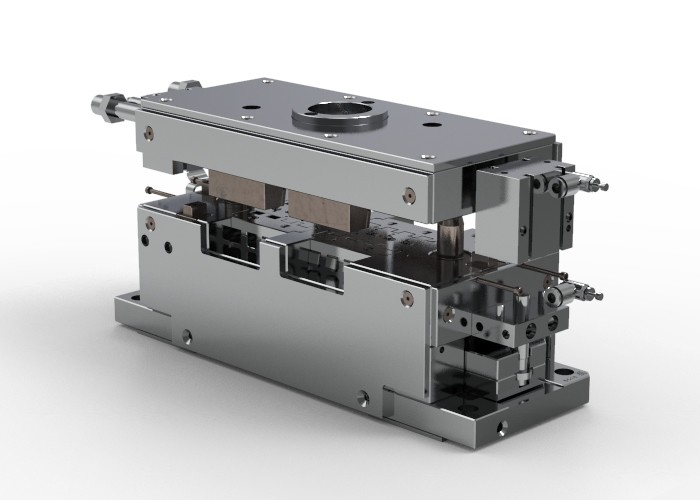
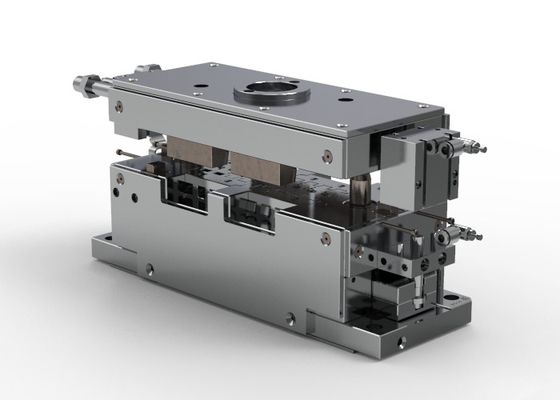
| Поверхности формы полируются по стандарту SPI-A3. Кроме того, полость и ядро закаливаются для повышения их твердости, износостойкости и коррозионной стойкости.Однородная толщина стенки формы обеспечивает идеальное соответствие расплавленного ПА материалаВ результате получаются формованные детали с стабильным качеством, отсутствием следов опускания, равномерной толщиной и точным формированием нитей. |
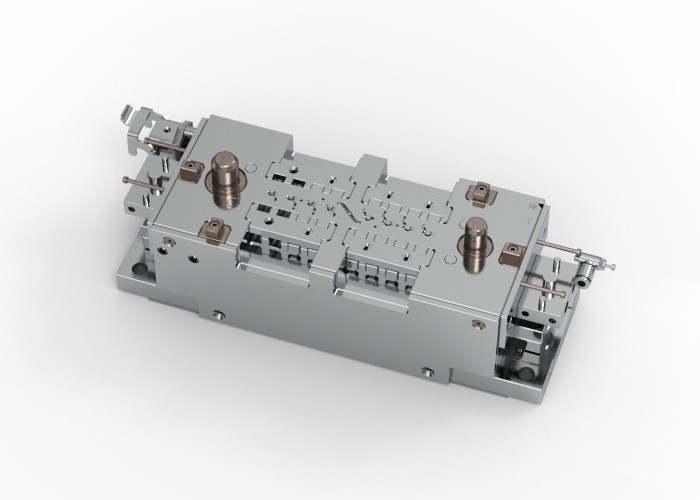
Диаграмма отображения
![]()
![]()
![]()
![]()
![]()
![]()
Порекомендованные продукты
-
VIDEO

-
VIDEO